
Servicii de fabricație a tablei metalice



Serviciile noastre de fabricație a tablei metalice la comandă
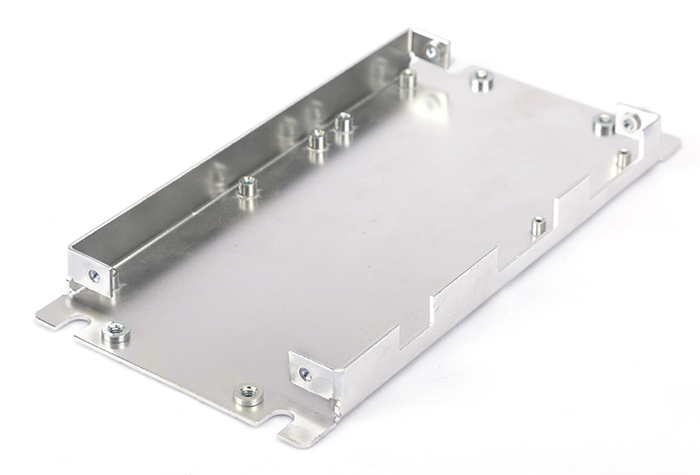
Fabricarea tablei metalice este cea mai rentabilă alegere pentru piese personalizate din tablă metalică și prototipuri cu grosime uniformă a peretelui. GuanSheng oferă diverse servicii de prelucrare a tablei metalice, de la tăiere, perforare și îndoire de înaltă calitate, până la servicii de sudare.
Tăiere cu laser
Tăierea cu laser utilizează un laser pentru a tăia piesa de tablă. Un laser de mare putere este direcționat către tablă și intensificat cu o lentilă sau o oglindă către un punct concentrat. În aplicațiile specifice de fabricare a tablei metalice, distanța focală a laserului variază între 38 și 76 de milimetri, iar dimensiunea punctului laserului măsoară aproximativ 0,025 mm în diametru.
Tăierea cu laser este mai precisă și mai eficientă din punct de vedere energetic decât alte procese de tăiere, dar nu poate tăia toate tipurile de tablă și nici cele mai înalte grosimi.
Tăiere cu plasmă
Jetul de plasmă folosește un jet de plasmă fierbinte pentru a tăia tabla metalică. Procesul, care implică crearea unui canal electric de gaz ionizat supraîncălzit, este rapid și are un cost de instalare relativ scăzut.
Tabla groasă (până la 0,25 inci) este ideală pentru procesul de tăiere cu plasmă, deoarece mașinile de tăiat cu plasmă controlate de computer sunt mai puternice decât mașinile de tăiat cu laser sau cu jet de apă. De fapt, multe mașini de tăiat cu plasmă pot tăia piese cu grosimea de până la 6 inci (150 mm). Cu toate acestea, procesul este mai puțin precis decât tăierea cu laser sau tăierea cu jet de apă.
Ștanțare
Ștanțarea tablei metalice este cunoscută și sub denumirea de presare și implică plasarea unei table plate într-o presă. Acesta este un proces de volum mare, cost redus și rapid pentru producerea de piese identice. Ștanțarea tablei metalice poate fi efectuată și împreună cu alte operațiuni de modelare a metalului pentru o fabricație ușoară.
Îndoire
Îndoirea tablei metalice este utilizată pentru a crea curbe în formă de V, U și canal folosind o mașină numită frână. Majoritatea frânelor pot îndoi tabla metalică la un unghi de până la 120 de grade, dar forța maximă de îndoire depinde de factori precum grosimea metalului și rezistența la tracțiune.
În general, tabla metalică trebuie inițial supra-îndoită, deoarece va reveni parțial în poziția inițială.





